Figure 1. Material
and energy flows in foundries, according
to German Federal Environment Agency
(2004).
DUST EMISSIONS FROM FOUNDRIES IN TỐNG XÁ AND
INTEGRATION OF THE RESULTS INTO THE OBJECTIVES OF IWRM
K.
ASSMUS 1, V. KEUTER2, R. EMMERICH1
1University of
2Fraunhofer-Institute for Environmental, Safety and Energy
Technology (UMSICHT),
Abstract: This article presents results from dust measurement
programmes in foundries of Tống Xá, Việt
I. INTRODUCTION
According to the
study “Referenzdokument für Schmieden und Gießereien” of the German Federal
Environment Agency (Umweltbundesamt) in 2004 emissions to the air belong to the
major ecological hazards from foundries. Dust of different kinds and
compositions occurs in all major process steps. Dust concentrations produced
during melting of cast in an induction furnace reach up to 0.5 kg/t [7]. Apart
from typical compounds as SiO2 dust can contain metals and metal
oxides (Tab. 1).
Table 1. Typical compounds
of dust
from induction furnaces [7].
|
Compounds |
Dust ratio |
|
Fe total |
45.60 % |
|
SiO2 |
6.50 % |
|
MnO |
2.10 % |
|
Al2O3 |
0.35 % |
|
Ca |
0.1 % |
|
S |
0.1 % |
The
dust itself as well as the adhering emitted metals originating from the casting
and finishing stages can affect the human health. Anthropogenic sources of dust
within the foundry dominates over all combustion processes where dust is
emitted as flue ash or soot. This “anthropogenic dust'' consists of more than
80% of particulate matter below 10 µm. According to Lahmann et al. [9], the most harmful metals can
be found in particulate matter smaller than 2.5 µm, thus the respirable
fraction.
II. SITUATION IN TỐNG XÁ
Dust
on the outer side of workers’ respirator masks in Tống Xá foundries had
been already analyzed in 2001. These masks were not and still are not part of
workers equipment but had been distributed as part of this trial. High dust
loads and various ferrous flue ashes had been analyzed [10]. Because of this
and further studies, foundries had been focused to be a source of high heavy
metals contamination in the soil close to the industrial area.
Within
the foundries of Tống Xá predominant components for construction vehicles
and machineries as well as mining and cement industry equipment are produced.
Products from the fabrication process including e.g. molding, casting and
finishing are solely hand-made.
The data and following conclusions were part of interviews and plant
surveys by Emmerich [4] and Keuter [8].
Table 2. Process steps in Tống
Xá foundries
|
Process step |
Foundries in Tống Xá |
|
Molding shop |
Lost forms |
|
|
Clay based molding sands, chemical based
molding sands (sodium silicate process) |
|
Casting |
Melting of conditioned steel scrap |
|
Founding |
Casting in lost forms |
|
Annealing |
Annealing of unfinished castings |
|
Finishing |
Cast iron conditioning |
Primary resource for the melting process is mainly steel scrap of which
up to 200 tons per month and company is being processed. Within most of the
companies lost casting is applied with quartz sand as the raw material. Clay
serves as a binder; isolated water glass is used additionally. The mixing ratio
of sand to clay is 0.7:0.3 - 0.75:0.25. Some forms are brought into a fire
chamber for baking then dried and partially coated with a lead suspension.
Melting of the steel scrap is realized in induction furnaces in open top
pans. Additives are manganese, silicon (6 kg per cast) and aluminium.
Additional also paper, foil, paint, oils and grease can reach the cast by adherence
to the steel scrap. A large part of the cast products is being annealed for
adjustment of the microstructure. At the end of the production process
finishing of the products including removal of form sand, cast residues and
ridges or correct defects as well as partially applying protective coatings is
being performed.
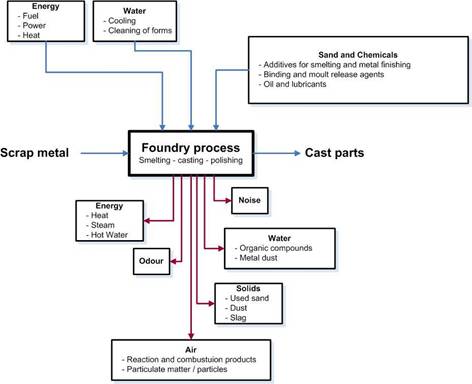
The following figure represents a simplified overview on the major
material flows in foundry processes. Input sources can be arranged in scrap
metal, energy, additives and water, output in cast products, energy,
wastewater, noise, solids, air and odour (Fig. 1).
Figure 1. Material
and energy flows in foundries, according
to German Federal Environment Agency
(2004).
III. INVESTIGATIONS
For verification of the previous studies and more detailed correlation
of specific data to the topics of the Integrated Water Resource Management
(IWRM) project, air samples had been taken in various foundries in Tống
Xá in summer 2008. The samples had been taken at different process steps within
the foundries, analyzed for particle sizes of the dust, particle counts and
elementary analysis.
In accordance with EN 481 several measurements which lasted each several
hours were made within the enterprises for determination of the particle
distribution and measurements according to occupational medicine requirements
of 2 x 5 min.
To determine the particle number and size in different production
sectors of the foundries a portable aerosol spectrometer (Grimm Aerosol Technik
GmbH, Model 1108) has been used. In total, more than 50 measurements had been
executed in seven foundries at different process steps. At the same time,
particle samples has been taken via air suction of the measuring device and
stored on a PTFE filter for further analysis. Measuring time and collected air
volumes differed according to the adjusted mode of measuring. The dust samples
had been analyzed using a scanning electron microscope (SEM) and a transmission
electron microscope (TEM). Hence it has been possible to determine the
elemental composition of the particles using energy dispersive X-ray analysis
(EDX) in combination with morphological studies.

Figure 2. Dust monitoring at casting process - measuring
program in one of the surveyed foundries in Tống Xá.
IV. RESULTS
Figure 3 gives an
overview of analyzed dust concentrations (particulate matter) in seven
foundries of the industrial area in Tống Xá. All measured concentrations
are above the limit thresholds of the German TA-Luft and even almost all above
the Vietnamese TCVN5937-2005.
Figure 3. Particulate
matter at different production stages of investigated foundries
in Tống Xá.
Figure 4. Percentage distribution
of chemical substances in four different production stages (one particle might
consist of various elements)
In Figure 4 results of elementary analysis show significant differences
in chemical composition depending on the location of sampling.
The incidence of elements can be described in descending order as
follows:
Molding:
Si>Fe>Cl>K>Zn>Ca>S>Na>Al>Mn
Finishing:
Si>Fe>Zn>Ca>Al>K>Cl>V>S>Mn
Molding + casting:
Fe>Si>Ca>Cl>Al>K>Mn>S>Mg>Cr
Casting:
Si>Ca>K>Al>Cl>Fe>S
The analysis has been showing that different groups of particles can
occur. On the one hand these are particles consisting of pure silicon or
silicon compounds (and may also contain heavy metals), on the other hand these
are particles which consist only of heavy metals. We have found primarily iron
particles, but also iron-manganese, chromium-manganese-iron and
iron-manganese-zinc containing particles.
V. DISCUSSION
Because of the production process in Tống Xá foundries, it is
obvious that dust and particles are present in the air at all production
stages. Within the foundry process, emissions to air are usually not confined
to one or more sources. In fact the production process includes several
emission sources [9]. Due to the lack of separated work areas and production
stages which are mostly situated in one production hall are housed there for
the mixing of the particles, mixing of particle emissions from different stages
is possible. Hence a defined allocation of the emissions is not possible.
Observations of the melting process showed a significant emission of melt
particles and fumes from the crucible.
According to Hasse [7] the largest part bulk of the dust emissions while
melting in induction furnaces consists of iron (45%) followed by silicon (6.5%)
and manganese (2%) (ref. Tab. 1). Particles found in our investigations
contained iron but silicon, however, had been significantly higher than Hasse
[7] described. Pure silicon particles had been detected in each sample in
different sizes and shapes. It is most probably that in these cases it concerns
quartz (SiO2) which is used in the molding shop. Caused by airflow
the fine quartz particles are raised and distributed so they are ubiquitous in
the production places.
In addition to
silica many different silicon compounds with other elements as chlorine,
calcium, potassium, sulphur, sodium and aluminium have been detected.
Particles on the
filters of the finishing process stage show, however, a significantly smaller
amount of these particles. This is related to the spatial distance of the
finishing working area related to the molding shop. In contrast to the melting
furnace which is located next to the molding shop, the finishing stage is
usually located closer to companies’ entrance. Depending on the predominant
wind direction there are not so many raised molding sand particles in this
area.
Besides chlorine,
potassium and zinc containing particles had been detected. According to Hasse [7], chlorine is used as a degasifying
agent for dissolved gases from the melt and as a flux. Zinc in the melt may
consist of alloys, such as brass or galvanized scrap parts and might evaporate
because of its lower melting point under the formation of zinc oxide smoke.
Manganese also originates from the melt for it is used as an additive and
besides it is an integral part of the crucible lining. According to Alloway [1] manganese and zinc are toxic as
dust particles.
In particles of
the melting process stage lead had also been detected using a TEM. In the
majority of the cases it has been detected in combination with Fe, Mn and Zn.
Lead is applied as a suspension for prefabricated forms and crucible lining.
Due to the high melt temperatures lead is vaporizing both in the melting
process as well as during casting. The former used anticorrosive minimum Pb3O4
for example, decomposes at 550°C to PbO which is volatile below the melting
point of 884°C [12].
In foundries
emissions from molding sands occur in addition to the ubiquitously existing
molding dusts in the finishing production stage during polishing works of the
cooled down casting products. The detected heavy metal particles of this
production stage raise also into the air by means as mechanical removal of
casting residues, surface grinding, turning or shape cutting.
In all samples
and thus throughout the air in Tống Xá foundries we detected flue ash.
These particles are approximately 1 µm to 1 mm in diameter and
originate from combustion processes and posses in addition to platelet and
fibre forms usually a smooth and solid spherical form. The composition of flue
ash is heavily dependent on the combustion raw material; usually it consists of
around 55% silica and 30% alumina as well as on but the ash can also contains
heavy metals. As the annealing furnaces of the foundries are mostly heated by
coal, heavy metals are also introduced into the air, for fossil fuels have a
natural content of heavy metals. Thus, for example lead is being emitted mainly
by burning fossil fuels.
Flue ash analyzed
in Tống Xá foundries is very rich in iron, partial manganese, chromium
and zinc. Chromium and manganese are applied in the lining material of the
crucibles and are alloys as well as surface blooming additives of the steel
scrap. Being melted they evaporate in combination with iron.
Other anthropogenic caused particles are clinker particles originating
during the casting of metals by addition of substances. Additives in the
investigated foundries are e.g. manganese, limestone and silica, which are not
soluble in the liquid metal but develop a blanket on the top of the cast
because of their lower density, the so called slag. The analyzed slag particles
consist of calcium containing aluminium silicates which often contain iron and
manganese.
In addition to these particles some fibrous magnesium-silicon compounds
have been found on the filters (ref. to Fig. 5). These silicate minerals
(asbestos compounds) are used in the crucibles lining or within building
materials in the foundries. Respirable particulate asbestos is harmful to
health [3].
Figure 5. Fibrous magnesium-silicon compounds found in
samples of the surveyed foundries in Tống Xá.
In addition to the inorganic compounds there are more pollutants from
foundries being emitted. Above all, additives in the field of organic chemistry
are applied as binding agents to the molding sand [5].
Depending on different conditions the quantity and composition of the
emissions can considerable vary. In iron foundries polycyclic aromatic
hydrocarbons (PAH) are adhering to predominately to molding sand but can also
adhere to flue dust. Volatile hydrocarbons (NMVOC) originate from binders in
the molding sand of the form and core shop (e.g. amines or resins). Emissions
of dioxins and furans can originate from evaporation and incomplete combustion
of small amounts of oil adhering to the steel scrap [2].
In addition to heavy metals and other pollutants from foundries the dust
itself poses a great problem. Especially particulate matter at high
concentrations causes an increased incidence of respiratory and cardiovascular
diseases according to WHO studies. Further studies even showed a measurable
reduction in life expectancy [2].
A standard for the characterization of fine particles is the measurand
PM10 (particulate matter <10 µm). This is understood as the fine dust
fraction with an upper particle diameter up to 10 µm. PM10 emissions occur
during all process steps: the melting process, the form and molding shop,
casting and finishing of castings [Hessisches Landesamt für Umwelt und
Geologie, 2006].
Analysis of the particle size distribution with the aerosol spectrometer
in the Việt Namese foundries showed very high concentrations of
particulate matter with particle sizes <10 µm. The maximum tolerable
concentration of 150 µg/m³ according to TCVN 5937-2005 has been exceeded
by a multiple in all investigated plants and process steps. Most notably in the
stage of casting finishing found concentrations of up to 2,500 µg/m³ has
been detected. The concentrations of particulate matter in the area of the
melting furnaces are around 500 µg/m³. According to the EU DIRECTIVE
1999/30/EC the daily limit of 50 μg/m³ for PM10 should not be
exceeded at more than 35 days per year. The tolerable annual average limit for
the protection of human health accounts for 40 µg/m³. These limits are also
exceeded by a multiple within the foundries.
In addition to the direct health related aspects within the foundries the
dust including deposited heavy metals provides severe emissions to the
surrounding environment. There are two transport ways of heavy metals to be
observed being deposited, the direct deposition close to the industrial area
and deposition via outgoing transport. Thus the problem of possible pollution
is not only concentrated locally but will be expanded to further areas with
decreasing particle concentration while distance is increasing.
VI. CONCLUSION AND
OUTLOOK
The air and particle analysis in Tống Xá showed that environmental
as well as health impacts of dust emissions within the foundries are quite
severe.
In order to reduce heavy metals and flue ash emissions in the foundries
it is necessary to implement various measures of Cleaner Production (CP).
To implement these measures, it is necessary to analyze the production
process as well as the input and the output of the surveyed foundries in
detail. These analyses are part of the Fraunhofer Institute UMSICHT within the
IWRM Vietnamese Water project.
For example one may think on a shift in the molding stage. By the use of
bentonite as a binder the dust formation can be reduced for this particular
clay is environmentally friendly, no harmful emissions are produced and
bentonite is reusable after casting up to around 94% [6].
Already emitted dusts can be removed from air by filtering processes,
e.g. electro filter.
A far more simple and fast action to be implemented would be the
introduction of improved occupational safety and health conditions. For example
by the compulsory wearing of dust masks foundry workers health could be
strongly enhanced.
Acknowledgments: The
German Federal Ministry of Education and Research is funding the research work
published in here within the framework of the IWRM Việt Nam Water project
under the Reference No. FKZ 02 WM 0765 and 02 WM 0767. All
work in Tống Xá village was kindly supported by the Peoples Committee of
Yen Xa commune and Nam Dinh Provincial Department of Science and Technology
(DoST). We would like to thank GRIMM Aerosol Technik GmbH & Co. KG in Ainring for their support. Besides the
authors would like to thank Ms. Jasmin Pervaz who supported the project during
her practical training with great effort.
REFERENCES
1. Alloway Brian J., 1995. Heavy metals in
soils: Analytics,
concentrations, interactions.
2. Austrian Federal
Environment Agency, 2006. PRTR - Europäisches
Schadstofffreisetzungs- und –verbringungsregister.
3. Bliefert K., 2002. Environmental
chemistry. Third revised edition. Weinheim,
VCH.
4. Emmerich, R., 2007. Foundries in Tống
Xá - Field survey. Internal report.
5.
Freiburger Institute for Environmental Chemistry, 2007. Bericht zur vorläufigen Einschätzung der Emissionen
der Gießerei Karcher. [http://www.edith-sitzmann.de/fileadmin/user_upload/dateien/Politik_fuer_Freiburg/Gutachten_Sturmer.pdf]
6. Grefhorst
C., 2006. Prüfung
von Bentoniten - Ausführliche Bewertung der Eigenschaften und
ihr Wert für die Praxis. In: Gießerei [http://www.ikominerals.com/fileadmin/pdf/sb_giesserei
/Fachbeitraege/G_0506_S26-31.pdf].
7. Hasse S., 2001. Gießereilexikon. Schiele &
Schön.
8. Keuter V., 2009. CP measures in
Vietnamese foundries - Results, recommendations and outlook, presentation. IWRM-Workshop
9. Lahmann E., Munari S., Amicarelli V., 1987. Heavy metals: Identification of air quality and environmental
problems in the European Community. Vol.
1.
10. Lê Thị Lài, Nguyễn Thị Hằng,
2003. General characterization of
the craft-settlements Vân Chàng, Xuân Tiến and Tống Xá in
11. EU Directive 1999/30/EG des Rates der
Europäischen Union vom 22, 1999 über Grenzwerte für Schwefeldioxid,
Stickstoffdioxid, Stickstoffoxide, Partikel und Blei in der Luft.
12. Riedel Erwin unter Mitw. von J. Christoph, 2002. Anorganische Chemie. Berlin; New
York: de Gruyter.
13. Umweltbundesamt für Mensch und
Umwelt, 2004. Integrierte Vermeidung und Verminderung der
Umweltverschmutzung (IVU). Referenzdokument
über die Besten Verfügbaren Techniken für Schmieden und Gießereien.